|
|

 |
| Изготовление кольцеобразых профилей с сечением уголкового типа методом гибки-раскатки |
ООО «Научно-исследовательский институт «МИТОМ» – предприятие, специализирующееся на разработке и внедрении в производство технологии и оборудования для изготовления широкой номенклатуры гнутых металлических профилей: от простых уголков до системных конструкций мансардного, фасадного и легкосборного строительства. Это направление было организовано для отработки технологии получения высокоресурсных гнутых профилей из различных, в том числе из труднодеформируемых сплавов и композиционных материалов.
На основе технологии гибки труднодеформируемых материалов ("стесненный изгиб") в институте был разработан и успешно внедрен в различные отрасли промышленности высокоэффективный метод гибки обычных промышленных сталей и сплавов, названный "методом интенсивного деформирования".
Преимуществами предлагаемой технологии и оборудования являются: формообразование профилей любой конфигурации за малое число переходов (4-8), в некоторых случаях до 12-16, мобильность переоснащения, компактность, малое энергопотребление, экономичность, время переналадки при переходе с одного профиля на другой не более 30 минут.
Технологические возможности профилирования методом интенсивной деформации позволяют получить высококачественные профили из различных материалов: всех видов сталей, цветных металлов, в том числе с лакокрасочными и полимерными покрытиями. Отличительная особенность технологии – это возможность получения на каждом предлагаемом нами прокатном стане профилей с заданной продольной кривизной, в одной или двух плоскостях. При этом форма поперечного сечения профиля может быть весьма различной: уголок, швеллер, труба прямоугольная, профили армирования пластиковых окон и металлокаркаса легкосборного и фасадного строительства и т.д.
Изготовление профилей с продольной кривизной, в отличие от обычного профилирования, требует еще одной технологической операции – получение продольного радиуса. Такая операция, как правило, выполняется в 3-х валковой гибочной машине, где в зависимости от величины опускания среднего ролика формуется необходимый продольный радиус. Однако при изготовлении тонкостенных профилей с высотой полки более (15-20)S, где S-толщина металла, и радиусом менее 500мм возникает гофрообразование элементов профиля и нарушение сплошности металла по углу гиба. Изготовить подобные детали возможно, если растянуть элементы по наружной зоне профиля или сжать их по внутренней зоне профиля, например, сужением элементов в “гармошку”.

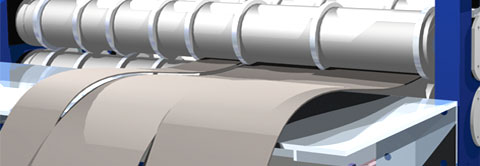
Схема гибки раскатки при получении продольно изогнутой детали:
1−конические раскатные ролики;
2−профиль уголкового типа;
F-сила сжатия;
M−крутящий момент.
В ООО «Научно-исследовательский институт «МИТОМ» разработана технология изготовления профилей уголкового типа с высотой полки высотой более (15-20)S методом гибки-раскатки. Задача состояла в получении продольно изогнутой детали. Для его производства изготовлена автоматизированная линия, состоящая из 2 основных блоков: в первом блоке за 6 переходов формуется прямолинейный профиль с заданным поперечным сечением, во втором блоке происходит раскатка полки в конических раскатных роликах (см. рис). Зазор между роликами настраивается с линейным изменением от S у уголковой зоны до (0,6-0,7)S у торца профиля. При этом применяется калибр замкнутого типа (на рисунке не показан) что позволяет предотвратить течение металла в поперечном направлении и распределить весь раскатываемый по толщине металл в продольном направлении. Раскатываемая полка приобретает максимальное удлинение у торца и минимальное удлинение у уголковой зоны профиля таким образом приобретая продольный радиус. Величина радиуса регулируется настройкой соответствующего зазора между раскатными роликами.
Также ООО «НИИ «МИТОМ» поставляет машину гибочную для изготовления профилей, изогнутых в продольном направлении. Данное оборудование позволяет получить профиль с заданной продольной кривизной в соответствии с радиусом поворота участка дороги. Минимальный радиус гиба 1-2 метра. Точность радиуса +/-5-15мм.
|
|



 тел/факс: (8422) 55-32-78
тел/факс: (8422) 55-32-78